J’ai acheté cette J-head en kit chez un fournisseur britannique (qui n’existe plus apparemment) sur ebay.com. Le kit comprenait :
- 2 tubes en PTFE (un pour un fil de 3mm et un de 1.75mm)
- Un dissipateur en PEEK fileté aux extrémités avec un écrou de blocage
- Une buse en aluminium de 0.5mm
- Une résistance chauffante
- Une thermistance

N’étaient pas fournit le Kapton et la pâte thermique (et pourquoi pas du PTFE de plomberie). J’ai aussi rajouté des tubes de plastique thermo-rétractable sur les soudures pour les isoler.
1) Assemblage du PEEK
Contrôler que le tube en PTFE que vous allez insérer soit bien découpé aux extrémités (pas de bavures, boursouflure…).

Insérer le tube en PTFE qui correspond au diamètre du fil dans le dissipateur en PEEK et visser l’écrou de blocage (pas au maximum !). De l’autre coté visser la buse en aluminium. Il est conseillé de rajouter du PTFE en bande sur le filetage de la buse pour prévenir des fuites (ce que je n’ai pas fait).

Le serrage ne doit être ni trop fort sous peine d’endommager le PTFE mais ni trop faible pour éviter les fuites.

2) Ajout de la résistance et de la thermorésistante
Dans le trou débouchant de la buse, insérer la résistance chauffante enduite de pâte thermqiue. Nettoyer l’excédant. Courber délicatement les pâtes de la résistances sans qu’elles entrent en contact avec la buse en aluminium (Version sans résistance de type capsule).
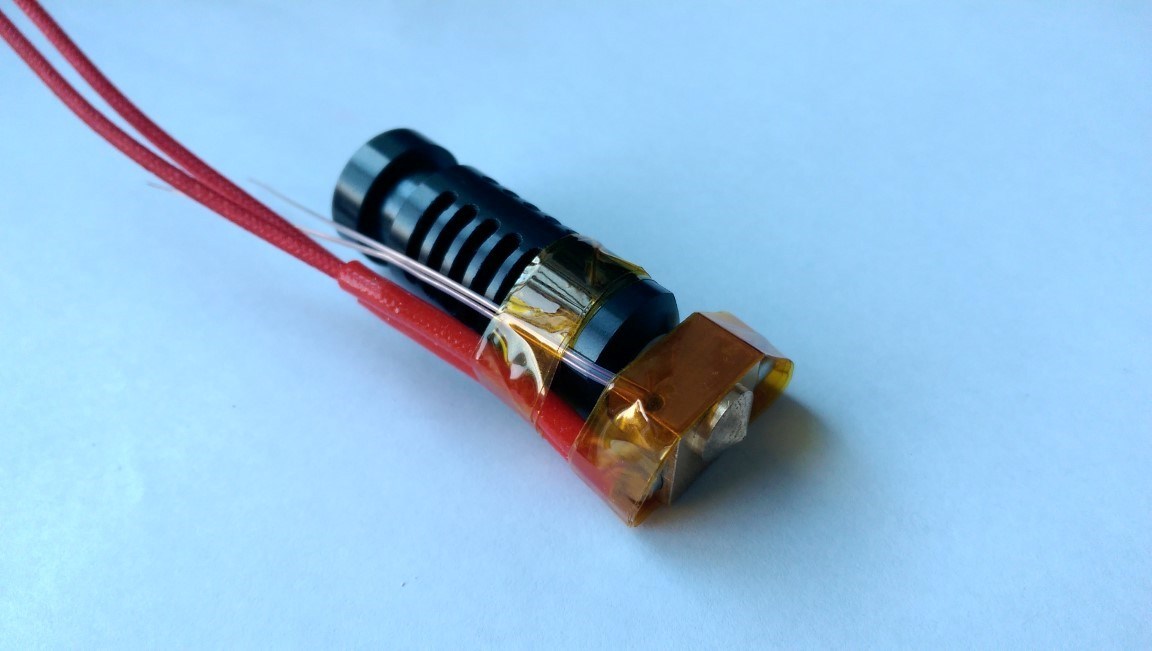
Insérer les pates de la thermistance dans les tubes rigides en plastique. Insérer la tête en verre (elle aussi induite avec un peu de pate thermique) de la thermistance dans le trou. Scotcher le tout avec du Kapton.
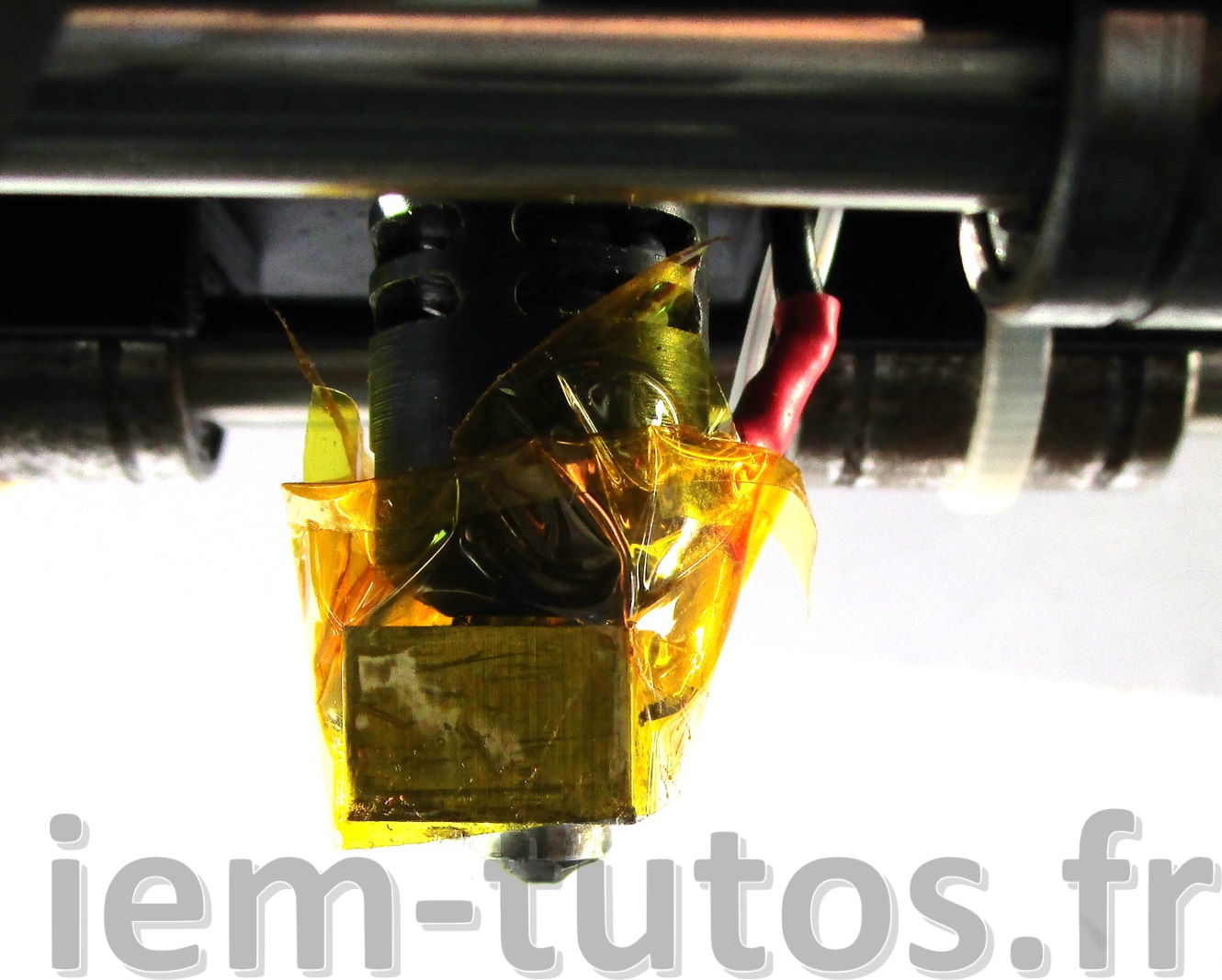
Le Kapton ne doit pas trop dépasser de la buse et boucher les orifices du dissipateur (pas comme sur la photo ;)).
3) Remarques
Il est conseillé de rajouter un filtre à poussière sur le filament pour éviter de boucher la tête chauffante/hot end.
Après quelques impressions, la tête commençait à fuir. Cela peut-être du à un mauvais serrage de la buse (Sinon voir cet article)). Cette opération n’est pas sans risque puisqu’elle peut occasionner des brulures (se munir d’outils métalliques : pinces…). Il faut procéder comme suit :
- Laisser chauffer la tête à température de fusion du plastique
- Enlever le fil plastique et démonter la tête du support de l’axe x
- Vous pouvez souffler dans le trou du PEEK (s’il est froid !!) pour extraire le plastique restant dans la buse
- Dévisser prudemment la buse du tube en PEEK
- Étape longue : nettoyer les restes de plastiques dans les filetages (Ne pas hésiter à dévisser/revisser la buse pour faire fondre le plastique coincé dans le filetage du PEEK)
- Une fois le plastique complétement enlevé, éteindre la buse
- Enlever le PTFE et couper le partie qui était en contact avec la buse
- Ajouter du PTFE de plombier sur le filetage de la buse (facultatif)
- Remonter la buse en serrant suffisamment
Cette opération m’a permis de ne plus avoir de fuite au cours de mes impressions !
Sources des photos : http://builda3dprinter.eu
J-head montée sur la prusa mendel i2 :